
富士康PB金屬加工件缺陷檢測管控案例背景
方案描述 項(xiàng)目配單表
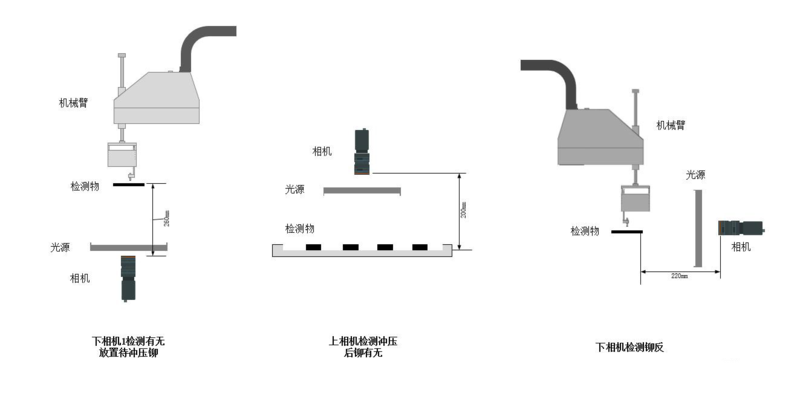
方案示意圖及方案描述
項(xiàng)目優(yōu)勢 1、算法耗時(shí)短,VM模塊化編程,調(diào)試起來簡單方便,在沖壓車間環(huán)境較為復(fù)雜,在測試過程中方案運(yùn)行穩(wěn)定,未出現(xiàn)誤檢及漏檢等情況,對(duì)于檢測工件漏鉚、鉚 反的檢測準(zhǔn)確且高效,配合我司工控機(jī)進(jìn)行同步光源控制、IO結(jié)果輸出等,極大程度上配合了自動(dòng)化產(chǎn)線改造。 2、該項(xiàng)目為富士康沖壓車間的應(yīng)用,目前前期導(dǎo)入的一套測試項(xiàng)目,同車間也同一時(shí)期導(dǎo)入另一套檢測方案,目前已實(shí)施的方案獲得了客戶較高的認(rèn)可。 3、 該項(xiàng)目為客戶自動(dòng)化產(chǎn)線改造提供助力,對(duì)于該工位減少人員4人,且檢測效果穩(wěn)定,對(duì)于整個(gè)生產(chǎn)效率有了顯著提高,且對(duì)于生產(chǎn)過程中的不良品檢測能達(dá)到99.99%,不會(huì)出現(xiàn)誤檢、漏檢情況,極大提高了客戶生產(chǎn)過程中的良品率,且該項(xiàng)目可復(fù)制程度較高,后續(xù)客戶進(jìn)行改造實(shí)施難度較低,在有限的成本內(nèi)完成了視覺檢測。
文章分類:
3C行業(yè)
|



產(chǎn)品中心

項(xiàng)目案例
關(guān)于我們
聯(lián)系我們
TEL:021-67665276
劉先生:17721318868
地址:上海市松江區(qū)中辰路188號(hào)3號(hào)3A02室